














Inzicht in de componenten en werking van pneumatische membraankleppen
Pneumatische membraankleppen werken door middel van persluchtdruk die inwerkt op een flexibel membraan dat de vloeistofstroom door het kleplichaam regelt, wat nauwkeurige controle en betrouwbare afsluiting biedt in diverse industriële toepassingen. Het fundamentele ontwerp scheidt de procesmedia van het bedieningsmechanisme via een elastomeer of PTFE-membraan, waardoor verontreiniging van gevoelige vloeistoffen wordt voorkomen en de interne componenten worden beschermd tegen corrosieve of schurende stoffen. Deze isolatiekarakteristiek maakt pneumatische membraankleppen bijzonder waardevol in de farmaceutische productie, voedselverwerking, chemische behandeling en halfgeleiderfabricage, waar productzuiverheid en contaminatiepreventie kritische operationele vereisten vertegenwoordigen.
Het kleplichaam herbergt de stroomdoorgang en de membraanzitting, doorgaans vervaardigd uit roestvrij staal, PVC, PVDF of andere materialen die zijn geselecteerd op basis van chemische compatibiliteit met de procesvloeistof en de vereisten voor de bedrijfstemperatuur. Het membraan zelf klemt zich vast tussen het kleplichaam en de kapconstructie, waardoor een afdichting ontstaat die vloeistofmigratie naar de actuatorkamer voorkomt, terwijl de compressor of steel de bedieningskracht van de pneumatische actuator naar het membraan kan overbrengen. De materiaalkeuze voor het membraan blijkt van cruciaal belang, met opties als EPDM voor algemene watervoorziening, Viton voor chemische bestendigheid, PTFE voor extreme chemische compatibiliteit en gespecialiseerde verbindingen voor toepassingen bij hoge temperaturen of specifieke chemische blootstelling.
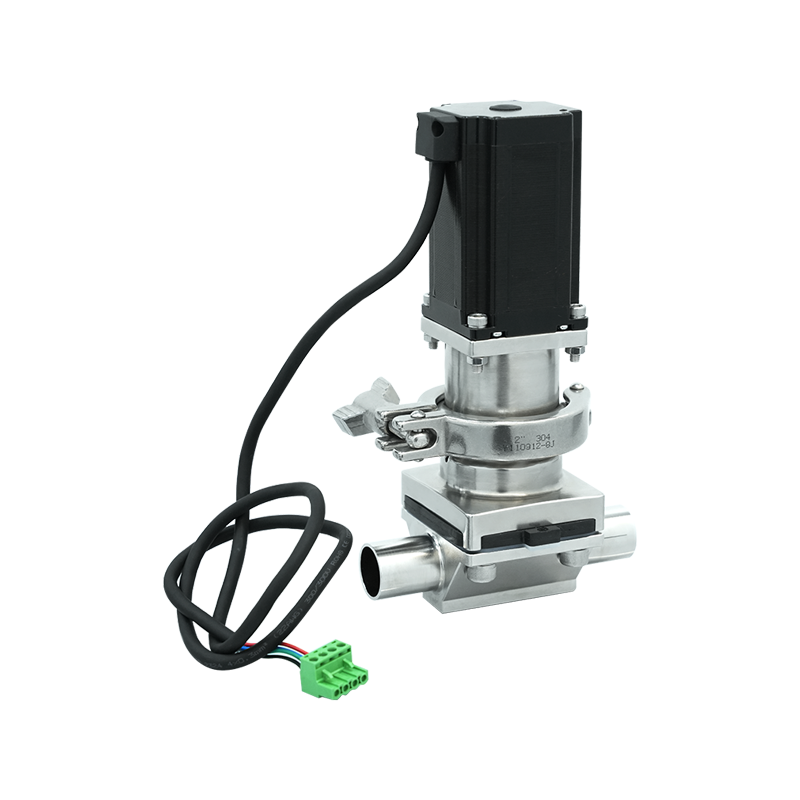
De pneumatische actuator zet persluchtdruk om in mechanische kracht die de klep opent of sluit, waarbij de grootte van de actuator wordt bepaald door de vereiste stamkracht om de vloeistofdruk, membraanstijfheid en eventuele procesomstandigheden die de werking van de klep beïnvloeden, te overwinnen. Lineaire actuatoren bieden proportionele regeling via variërende luchtdruk die het membraan op tussenpunten tussen volledig open en volledig gesloten positioneert, waardoor nauwkeurige stroomregeling in geautomatiseerde procescontrolesystemen mogelijk wordt. Actuators met veerretour bevatten interne veren die de klep automatisch naar een vooraf bepaalde veilige positie drijven bij verlies van luchtdruk, waardoor een feilloze werking ontstaat die essentieel is voor noodstopsystemen en toepassingen die voorspelbaar faalgedrag vereisen.
Pre-installatieplanning en voorbereiding van de locatie
Succesvolle installatie van pneumatische membraankleppen begint met een uitgebreide planning waarbij rekening wordt gehouden met de leidingconfiguratie, de toegankelijkheid van de actuator, de instrumentluchtvereisten en de omgevingsomstandigheden op de installatielocatie. Bekijk proces- en instrumentatiediagrammen om te verifiëren dat de gespecificeerde klepgrootte, drukwaarde, materiaalconstructie en bedieningsvereisten overeenkomen met de daadwerkelijke toepassingsomstandigheden, wat bevestigt dat de geselecteerde klep de maximale bedrijfsdruk, extreme temperaturen en blootstelling aan chemische stoffen kan verwerken die worden verwacht tijdens normale en verstoorde omstandigheden. Discrepanties tussen specificaties en veldomstandigheden moeten worden opgelost voordat met de installatie wordt begonnen, omdat het installeren van incompatibele kleppen veiligheidsrisico's, operationele problemen en potentiële schade aan de apparatuur met zich meebrengt.

De vereisten voor het uitlijnen van leidingen en ondersteuning vereisen aandacht tijdens de pre-installatieplanning, omdat verkeerd uitgelijnde leidingen mechanische spanning op kleplichamen uitoefenen, wat lekkage, voortijdige uitval of operationele problemen kan veroorzaken. Het leidingsysteem moet voldoende steunen bevatten aan beide zijden van de kleplocatie, waardoor wordt voorkomen dat de klep het leidinggewicht ondersteunt, waardoor spanning op het kleplichaam of de aansluitingen ontstaat. Controleer of de stroomopwaartse en stroomafwaartse leidingen dezelfde nominale maat hebben als de klep, of bevestig dat de juiste verloopstukken beschikbaar zijn als maatovergangen optreden in de buurt van de kleplocatie. Pogingen om verkeerd uitgelijnde leidingen te compenseren door klepverbindingen te strak aan te draaien, creëren spanningsconcentraties die kleplichamen doen barsten, vooral bij broze materialen zoals PVC of met glas beklede componenten.
Vereisten voor de luchttoevoer van instrumenten omvatten het verifiëren van voldoende druk, stroomcapaciteit en luchtkwaliteit om de pneumatische actuator gedurende zijn hele levensduur betrouwbaar te laten werken. Standaard pneumatische actuatoren vereisen doorgaans veertig tot honderd pond per vierkante inch luchtdruk, afhankelijk van het actuatorontwerp en de klepgrootte, waarbij luchttoevoersystemen de druk minstens twintig procent boven de minimale actuatorvereisten houden om een betrouwbare werking te garanderen ondanks variaties in de toevoerdruk. Luchtkwaliteitsspecificaties vereisen over het algemeen de verwijdering van vocht, olie en deeltjes via filtratie- en droogapparatuur, waardoor corrosie van de actuator, verslechtering van de afdichtingen en operationele problemen als gevolg van vervuilde luchttoevoer worden voorkomen. Door een speciale filterregelaar in de buurt van de kleplocatie te installeren, wordt plaatselijke airconditioning en drukregeling geboden die specifiek zijn afgestemd op de vereisten van die klep.
Controlelijst vóór installatie
- Controleer of de klepspecificaties overeenkomen met de procesvereisten, waaronder grootte, drukwaarde, materiaalcompatibiliteit en type eindaansluiting voordat u deze uit de verpakking haalt of voorbereidingen treft voor installatie
- Inspecteer de klep en actuator op transportschade, inclusief deuken, scheuren of verbogen onderdelen, en controleer of alle accessoires, inclusief klepstandstellers, eindschakelaars of magneetkleppen aanwezig en onbeschadigd zijn
- Bevestig dat de leidingen schoon zijn, goed worden ondersteund en uitgelijnd binnen aanvaardbare toleranties, waarbij de pakkingoppervlakken vrij zijn van vuil, schade of onregelmatigheden die de afdichting in gevaar kunnen brengen
- Controleer of de luchttoevoer van het instrument voldoet aan de druk-, stromings- en kwaliteitseisen en dat de juiste filtratie-, regel- en vochtverwijderingsapparatuur is geïnstalleerd en goed functioneert
- Zorg ervoor dat er voldoende ruimte is voor bediening van de actuator, toegang voor onderhoud tot membraan- en motorkapconstructie en toekomstige vervanging van slijtageonderdelen zonder uitgebreide demontage van de leidingen
Installatie- en aansluitingsprocedures voor kleplichaam
Een juiste kleporiëntatie zorgt voor optimale prestaties en voorkomt operationele problemen, waarbij de meeste membraankleppen zijn ontworpen voor specifieke installatieposities, aangegeven door pijlen voor de stroomrichting die op het kleplichaam zijn gegoten of gestempeld. Door kleppen achterwaarts te installeren, wordt het beoogde stromingspatroon over het membraan omgekeerd, wat mogelijk voortijdige slijtage, een verminderd afsluitvermogen of instabiliteit van de regeling bij smoortoepassingen veroorzaakt. Ook de oriëntatie van de actuator vereist aandacht, waarbij pneumatische actuatoren doorgaans verticaal boven het kleplichaam worden gemonteerd om vochtophoping in de actuatorkamers te voorkomen en een goede afvoer mogelijk te maken van eventuele condensatie die zich tijdens de werking vormt.
De installatie van flensaansluitingen voor membraanafsluiters met flens omvat een zorgvuldige keuze van pakkingen, aanhaalvolgorde van bouten en koppelcontrole om uniforme compressie rond de gehele flensomtrek te creëren zonder het kleplichaam te overbelasten. Selecteer pakkingen die compatibel zijn met zowel de procesvloeistof als het flensbekledingsmateriaal, waarbij pakkingen met volledig oppervlak worden aanbevolen voor met kunststof of glas beklede kleplichamen om de boutbelasting over het gehele flensvlak te verdelen in plaats van de spanning te concentreren op het verhoogde vlak. Installeer de flensbouten eerst handvast en pas vervolgens een aanhaalmoment toe in een sterpatroon, waarbij u progressief van de tegenoverliggende bouten naar aangrenzende bevestigingsmiddelen werkt, waarbij u meerdere aanhaalbewegingen voltooit met geleidelijk toenemend aanhaalmoment totdat u de gespecificeerde eindwaarde bereikt die geschikt is voor het flensmateriaal en de nominale waarde.
Voor de installatie van schroefdraadverbindingen is het aanbrengen van schroefdraadafdichting of tape vereist die lekkage voorkomt zonder de processtroom te vervuilen of toekomstige demontage moeilijk te maken. Breng alleen PTFE-tape of een geschikt schroefdraadafdichtmiddel aan op de mannelijke schroefdraad en wikkel de tape in de richting waarin de aanhaalbeweging wordt samengedrukt in plaats van de tape van de schroefdraad af te wikkelen. Het ingrijpen van de schroefdraad moet gemakkelijk met de hand beginnen, waarbij weerstand wijst op kruislingse schroefdraad, beschadigde schroefdraad of vreemd materiaal dat moet worden gecorrigeerd voordat er sleutels worden gebruikt. Draai de schroefdraadverbindingen vast tot de aanbevolen aanhaalmomenten, gebruik de juiste sleutelgroottes die de platte kanten volledig aangrijpen. Vermijd verstelbare sleutels of pijptangen die kleplichamen kunnen beschadigen of verbindingsdraden kunnen vervormen door overmatige of onjuist verdeelde kracht.
Montage van pneumatische actuator en aansluiting van luchtleiding
Voor montage van de actuator op de klepkap is het noodzakelijk dat de juiste uitlijning tussen de actuatorsteel en de klepcompressor of membraanplaat wordt gecontroleerd, zodat de krachtoverdracht concentrisch plaatsvindt zonder zijbelasting die vastlopen of voortijdige slijtage veroorzaakt. De meeste pneumatische membraankleppen maken gebruik van gestandaardiseerde montagepatronen voor actuatoren die voldoen aan industriestandaarden zoals VDI/VDE 3845 of ISO 5211, waardoor uitwisselbaarheid tussen actuatoren van verschillende fabrikanten mogelijk is. Controleer echter of de patronen van de montageboutgaten, de steelverbindingen en de algehele afmetingen overeenkomen voordat u de installatie probeert, aangezien maatafwijkingen tussen zogenaamd compatibele componenten een goede montage kunnen verhinderen of operationele problemen kunnen veroorzaken ondanks een succesvolle fysieke installatie.
Om de actuator aan de klep te bevestigen, moeten de montagebouten worden vastgedraaid tot de gespecificeerde aandraaimomenten in een kruispatroon, waardoor de klemkracht gelijkmatig rond de montageflens wordt verdeeld. Te weinig aandraaien maakt beweging mogelijk tussen actuator en klep waardoor de montageoppervlakken worden beschadigd en uitlijningsproblemen ontstaan, terwijl te strak aandraaien plastic klepkappen kan doen barsten of montageflenzen op metalen componenten kan vervormen. De meeste fabrikanten specificeren de aanhaalmomenten voor montagebouten in hun installatie-instructies, waarbij de waarden variëren op basis van de boutmaat, het materiaal en de specifieke klep-actuatorcombinatie die wordt geïnstalleerd. Als er geen specifieke aanhaalspecificaties zijn, dient u standaard aanhaalmomenten toe te passen voor de gebruikte boutkwaliteit en -maat, waarbij u bijzonder voorzichtig moet zijn met kunststof onderdelen die minder spanning verdragen dan metalen constructies.
Luchtleidingverbindingen met de actuator vereisen geschikte fittingen, slangmaterialen en verbindingsmethoden die lekkage voorkomen en tegelijkertijd ontkoppeling in de toekomst mogelijk maken voor onderhoud of vervanging van de actuator. Plastic of nylon slangen met de juiste maat voor de poortaansluitingen van de actuator zorgen voor flexibele verbindingen die kleine bewegingen van de actuator opvangen en tegelijkertijd knikken of stroombeperking tegengaan. Push-to-connect-fittingen maken snelle, betrouwbare verbindingen mogelijk zonder dat schroefdraadafdichtingsmiddelen of speciaal gereedschap nodig zijn, hoewel de juiste technieken voor het snijden en inbrengen van buizen essentieel blijken voor lekvrije prestaties. Snijd de slang af met geschikte messen die vierkante, zuivere sneden produceren zonder het buisuiteinde te vervormen. Steek de slang vervolgens volledig in de fitting totdat deze tegen de interne stop aan komt. Controleer of de slang goed vastzit door te proberen de slang los te trekken zonder de fittingkraag los te laten.
Control Air-systeemintegratie en testen
De installatie van een filterregelaar in de luchttoevoerleiding zorgt voor plaatselijke airconditioning en drukregeling die specifiek zijn afgestemd op de vereisten van de klepactuator, waarbij schommelingen in de toevoerdruk worden gecompenseerd en verontreinigingen worden verwijderd die de prestaties van de actuator in gevaar kunnen brengen. Monteer het filter-regelaarsamenstel op een toegankelijke locatie, zodat u het filterelement gemakkelijk kunt vervangen en condensaat kunt afvoeren zonder dat uitgebreide demontage nodig is of werkzaamheden aan aangrenzende apparatuur worden onderbroken. Richt de filterregelaar volgens de instructies van de fabrikant, meestal verticaal met de filterkom naar beneden, om een goede condensaatafvoer en bezinking van verontreinigingen te bevorderen. Pas de regelaar zo aan dat hij een druk levert die ongeveer tien procent boven de minimale actuatorvereiste ligt, waardoor voldoende bedieningsmarge wordt geboden en onnodige actuatorspanning door overmatige druk wordt vermeden.
Voor de installatie van magneetkleppen voor geautomatiseerde klepbediening zijn de juiste spanningsverificatie, de integriteit van de elektrische verbinding en functionele tests vereist om een betrouwbare klepbediening als reactie op stuursignalen te garanderen. Controleer of de spanningswaarden van de magneetkleppen overeenkomen met de beschikbare voedingen, en bevestig of AC- of DC-spanning vereist is en dat de spanningsgrootte binnen acceptabele bereiken valt. Monteer magneetkleppen in de door fabrikanten aanbevolen richtingen, meestal met de spoelen naar boven gericht, om vochtophoping te voorkomen en een goede ventilatie mogelijk te maken. Voor elektrische aansluitingen moeten geschikte kabelgoten, kabelwartels of snoerklemmen worden gebruikt die voldoen aan de milieubeschermingsclassificaties en tegelijkertijd trekontlasting bieden om schade aan de draad door trillingen of onbedoelde trekkrachten te voorkomen.
Kleppositie-indicatoren of eindschakelaars geven feedback ter bevestiging van de kleppositie voor bewaking van het besturingssysteem en vergrendelingsfuncties, wat een juiste montage, afstelling en verificatie tijdens de inbedrijfstelling vereist. Mechanische eindschakelaars worden doorgaans op de actuator gemonteerd met behulp van beugels die schakelaaractuators zo positioneren dat ze ingrijpen op nokken of doelen die aan de actuatorsteel zijn bevestigd, waardoor definitieve positiesignalen worden gecreëerd op vooraf bepaalde klepbewegingspunten. Pas de eindschakelaars zo aan dat ze precies op de gewenste klepposities worden geactiveerd, meestal volledig open en volledig gesloten voor kleppen met twee standen. Controleer vervolgens de juiste werking door de klep handmatig over het volledige bereik te bewegen terwijl u de veranderingen in de schakelaarstatus observeert. Elektrische aansluitingen op eindschakelaars vereisen aandacht voor draadgeleiding, trekontlasting en omgevingsbescherming die geschikt is voor de installatielocatie.
Configuratie van pneumatische systeemverbindingen
| Onderdeel | Locatie | Doel | Aanpassing vereist |
| Filterregelaar | Dichtbij kleplocatie | Airconditioning en drukregeling | Stel de actuatorvereiste in |
| Magneetventiel | Tussen regelaar en actuator | Geautomatiseerde bediening | Normaal gesproken geen |
| Positioneerder | Gemonteerd op aandrijving | Proportionele besturingspositionering | Kalibratie vereist |
| Handmatige operator | Bevestigd aan aandrijving | Handmatige noodoverbrugging | Controleer betrokkenheid |
| Snelle uitlaatklep | Bij actuatorpoort | Snelle klepsluiting | Geen |
Inbedrijfstellingsprocedures en functionele testen
De eerste slagtest zonder procesvloeistof verifieert de mechanische werking, de prestaties van de actuator en de afwezigheid van binding of interferentie voordat potentieel gevaarlijke materialen in het systeem worden geïntroduceerd. Pas geleidelijk instrumentlucht toe terwijl u de beweging van de actuator observeert, luister naar ongebruikelijke geluiden die duiden op interferentie of verkeerde uitlijning, en verifieer een soepele beweging door het volledige bereik van volledig gesloten tot volledig open posities. Bij actuatoren met veerretour dient u de juiste fail-safe werking te verifiëren door de luchtdruk te verwijderen en te bevestigen dat de klep binnen de verwachte tijd naar de vooraf bepaalde veilige positie beweegt. Herhaal de slagtest meerdere keren om intermitterende problemen te identificeren en een consistente, herhaalbare werking te garanderen voordat u doorgaat met druktesten.
Het testen van de zittinglekkage bepaalt de afsluitcapaciteit van de klep, wat van cruciaal belang is voor toepassingen die een strakke afsluiting vereisen om productverspilling te voorkomen, de procescontrole te behouden of de betrouwbaarheid van het veiligheidssysteem te garanderen. Bij het standaard testen op lekkage van de zitting wordt de klep vanaf de stroomopwaartse zijde onder druk gezet terwijl de klep gesloten is, waarna de lekstroom of het drukverval aan de stroomafwaartse zijde gedurende een bepaalde tijdsperiode wordt gemeten. Testdrukken zijn doorgaans gelijk aan de maximale bedrijfsdruk of een bepaald percentage daarvan, met aanvaardbare lekkagepercentages gedefinieerd door toepassingsvereisten en industrienormen zoals ANSI/FCI 70-2, waarin de klepafsluitmogelijkheden worden geclassificeerd in meerdere klassen, variërend van klasse I voor algemeen gebruik tot klasse VI voor minimaal detecteerbare lekkage in kritische toepassingen.
Het testen van de integratie van het besturingssysteem verifieert de juiste reactie van de klep op regelsignalen, bevestigt de juiste fail-safe werking en valideert de vergrendelingsfuncties voordat de klep in normaal bedrijf wordt geplaatst. Controleer bij geautomatiseerde aan/uit-kleppen of ze correct openen en sluiten als reactie op de bekrachtiging van de magneetklep, controleer de werkingssnelheid en bevestig de volledige beweging naar de volledig open en volledig gesloten posities. Proportionele regelkleppen vereisen kalibratie van klepstandstellers of stroom-naar-druk-omzetters, waarbij de nul- en bereikinstellingen worden aangepast totdat de kleppositie het stuursignaal nauwkeurig volgt over het hele werkingsbereik. Test de vergrendelingsfuncties door verstoorde omstandigheden te simuleren die het sluiten van de klep zouden moeten veroorzaken, waarbij wordt gecontroleerd of de klep op de juiste manier en binnen de vereiste tijdsbestekken reageert om procesafwijkingen of storingen in het veiligheidssysteem te voorkomen.
Veelvoorkomende installatieproblemen en corrigerende maatregelen
Een vastzittende of trage werking van de actuator duidt doorgaans op een verkeerde uitlijning tussen de actuatorsteel en de klepcompressor, verontreiniging in de actuatorkamers of onvoldoende luchtdruk om de bedieningskrachten te overwinnen. Controleer de uitlijning van de montage van de actuator door de montagebouten iets los te draaien en te controleren of de werking verbetert, wat aangeeft dat onjuiste montage bindingsbelasting veroorzaakte. Verwijder de actuator en inspecteer de interne componenten op vervuiling, corrosie of schade die reiniging of vervanging vereist. Meet de werkelijke luchttoevoerdruk bij de actuator onder bedrijfsomstandigheden om drukval te identificeren als gevolg van te kleine slangen, beperkende fittingen of onvoldoende capaciteit van de filterregelaar waardoor het leveren van de vereiste actuatordruk wordt verhinderd.
Externe lekkage bij de aansluitingen van het kleplichaam duidt op een onjuiste installatie van de pakking, onvoldoende aanhaalmoment van de bouten, beschadigde afdichtingsoppervlakken of incompatibele pakkingmaterialen die zijn aangetast door contact met procesvloeistoffen. Draai de flensbouten opnieuw aan met de juiste volgorde en aanhaalmomenten, waarbij u een gelijkmatige compressie rond de flensomtrek controleert. Als de lekkage aanhoudt, demonteer dan de verbinding en inspecteer de staat van de pakking. Vervang beschadigde of versleten pakkingen door geschikte materialen waarvan is bevestigd dat ze compatibel zijn met de procesvloeistof. Onderzoek de flensafdichtingsoppervlakken op krassen, groeven of kromtrekkingen die een goede compressie van de pakking verhinderen. Beschadigde componenten opnieuw afwerken of vervangen indien nodig om de afdichtingscapaciteit te herstellen.
Overmatige lekkage van de zitting boven aanvaardbare grenzen duidt op beschadiging van het membraan, vreemd materiaal dat volledige sluiting verhindert, onjuiste afmetingen van de actuator of onvoldoende afdichtingskracht om de procesdruk te overwinnen. Inspecteer het membraan op sneden, scheuren of permanente vervorming die een goede aansluiting tegen het klephuis verhinderen. Verwijder al het vreemde materiaal dat zich in het zitgedeelte heeft vastgezet en dat een volledige afsluiting verhindert. Onderzoek de stroomopwaartse leidingen op vuilbronnen die moeten worden gefilterd of gescreend om herhaling te voorkomen. Controleer berekeningen van de afmetingen van de actuator die bevestigen dat er voldoende kracht wordt gegenereerd om het membraan tegen de zittingdruk in te drukken, met name voor hogedruktoepassingen of kleppen met grote membraanoppervlakken die een aanzienlijke sluitkracht vereisen.
Documentatie en onderhoudsplanning
Uitgebreide installatiedocumentatie biedt essentiële informatie voor het oplossen van problemen, onderhoudsplanning en toekomstige wijzigingen, inclusief gedetailleerde gegevens over klepspecificaties, installatieconfiguratie en testresultaten bij inbedrijfstelling. Documenteer kleplabelnummers, maten, drukwaarden, materiaalconstructie en specifieke modelnummers voor zowel kleplichamen als actuatoren, waardoor kruisverwijzingen ontstaan naar proces- en instrumentatiediagrammen en apparatuurdatabases. Fotografeer geïnstalleerde kleppen vanuit meerdere hoeken en laat de leidingaansluitingen, actuatororiëntatie, accessoires en spelingen zien. Dit levert visuele gegevens op die handig zijn bij het plannen van onderhoudsactiviteiten of het op afstand onderzoeken van operationele problemen.
Preventieve onderhoudsschema's moeten betrekking hebben op de vervangingsintervallen van het membraan, de onderhoudsvereisten van de actuator, het vervangen van luchtfilterelementen en periodieke prestatietests op basis van de aanbevelingen van de fabrikant en operationele ervaring. Membranen vertegenwoordigen de belangrijkste slijtagecomponent in pneumatische membraankleppen en vereisen periodieke vervanging op basis van bedrijfscycli, agressiviteit van procesvloeistoffen en waargenomen lekkage of prestatievermindering. Het onderhoud van actuatoren omvat het smeren van bewegende delen, het inspecteren van afdichtingen en O-ringen, en het verifiëren van de veerspanning in veerretourontwerpen, met onderhoudsintervallen variërend van jaarlijkse inspecties voor lichte toepassingen tot driemaandelijkse onderhoudsbeurten voor kleppen die te maken hebben met zware bedrijfsomstandigheden of kritische toepassingen die intolerant zijn voor ongeplande storingen.
Bij de planning van de reserveonderdelenvoorraad moet rekening worden gehouden met membranen op maat voor elke klepinstallatie, complete revisiesets voor actuatoren en vaak defecte accessoires zoals magneetklepspoelen, klepstandstellercomponenten en eindschakelaars. Door voldoende reserveonderdelen aan te houden, wordt de uitvaltijd tijdens correctief onderhoud geminimaliseerd, terwijl proactieve vervanging van slijtageonderdelen mogelijk wordt gemaakt voordat een storing de werking verstoort. Overweeg het onderhouden van complete reserveklepassemblages voor kritieke toepassingen waarbij langdurige stilstand onaanvaardbare productieverliezen of veiligheidsrisico's met zich meebrengt, waardoor een snelle vervanging van defecte kleppen mogelijk is terwijl reparaties offline doorgaan zonder dat de tijdsdruk de kwaliteit in gevaar brengt.
Verificatiestappen na installatie
- Controleer of alle boutverbindingen de gespecificeerde koppelwaarden bereiken, waarbij de juiste aandraaivolgorde wordt gedocumenteerd en de verbindingsintegriteit wordt bevestigd door middel van lektesten bij werkdruk
- Bevestig dat de slagtijd van de actuator voldoet aan de specificaties door de tijd te meten die nodig is voor de volledige beweging van volledig open naar volledig gesloten posities onder normale bedrijfsomstandigheden
- Documenteer de resultaten van de zittinglekkagetest, waarbij de gemeten lekpercentages worden vergeleken met de gespecificeerde vereisten en industriestandaarden voor de klepclassificatie
- Test de fail-safe werking door de luchtdruk te verwijderen en de juiste klepbeweging naar de vooraf bepaalde veilige positie binnen het vereiste tijdsbestek te verifiëren, zonder verplichtingen of aarzelingen
- Valideer de integratie van het besturingssysteem, inclusief signaalrespons, nauwkeurigheid van positie-indicatie en werking van de vergrendelingsfunctie, door middel van uitgebreide functionele tests voordat de normale werking begint
- Volledige installatiedocumentatie inclusief foto's, testrecords, configuratiegegevens en onderhoudsvereisten voor integratie in onderhoudsbeheersystemen voor faciliteiten
















{kind=link}